Управление операциями. Управление операциями в производстве. Производство товаров и оказание услуг в операционном менеджменте. Типы операционных систем. Виды движения ресурсов во времени и пространстве. Менеджмент цепочки ценности
Решение задач и выполнение научно-исследовательских разработок: Отправьте запрос сейчас: irina@bodrenko.org
математика, IT, информатика, программирование, статистика, биостатистика, экономика, психология
Пришлите по e-mail: irina@bodrenko.org описание вашего задания, срок выполнения, стоимость
Управление
операциями
Лекция 5
Тема лекции:
«Управление операциями в производстве»
Разделы лекции:
1. Производство товаров и оказание услуг в операционном менеджменте. Типы операционных систем.
2. Виды движения ресурсов во времени и пространстве.
3. Менеджмент цепочки ценности.
РАЗДЕЛ 1. ПРОИЗВОДСТВО ТОВАРОВ
И ОКАЗАНИЕ УСЛУГ В ОПЕРАЦИОННОМ МЕНЕДЖМЕНТЕ. ТИПЫ
ОПЕРАЦИОННЫХ СИСТЕМ.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ
ПРОИЗВОДСТВА И УСЛУГ.
Под производством понимают, прежде всего, изготовление, выработку или создание какой-либо материальной или нематериальной продукции.
С точки зрения операционной системы бизнеса экономическое деление отраслей на сферу производства и сферу услуг может быть нивелировано. Деятельность по производству продукции имеет много общих черт с деятельностью по оказанию услуг. Именно это объясняет то обстоятельство, что в операционном менеджменте производство, услуги, операции — понятия очень близкие. Главным отличием является то, что результатом производства является материальный или нематериальный продукт, а услуги сами по себе представляют собой некоторый бизнес-процесс, или действие. Производство и услуги часто похожи в том, что сделано, но различаются в том, как сделано. Производство ориентировано на изделие, а обслуживание — на действие.
В ЧЕМ ЗАКЛЮЧАЮТСЯ ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ ПРОИЗВОДСТВА И УСЛУГ?
Различия между производством и услугами заключаются в следующем:
1. Контакт с потребителем. По своей природе, обслуживание подразумевает большую степень контакта с потребителем, чем производство. Предоставление услуг обычно совпадает с потреблением. Со своей стороны производство допускает разделение между производством и потреблением, так что производство может быть отдалено от потребителя. Это расширяет диапазон альтернативных методов работы, планирования рабочего графика и осуществления контроля над производством. Сфера обслуживания из-за необходимого контакта с потребителем более ограничена в выборе возможных вариантов. Более того, клиенты являются составной частью главной операционной функции в операционной системе.
2. Однородность технологии при производстве продукции. Оказание услуг предполагает более широкое разнообразие действий, ориентированных на удовлетворение требований клиентов, чем типичное промышленное производство. Каждого клиента можно рассматривать как специфическую проблему, которую нужно диагностировать, а затем разрешить непосредственно в момент обслуживания. Принятие решений о содержании услуг является ответственностью сотрудника, их предоставляющего, и реализуется неформально. При этом любые изменения технологии оказания услуг еще не гарантируют достижения удовлетворенности клиента. В то же время при производстве продукции изменение технологии вводится и отслеживается сугубо формально, что обеспечивает его четкую связь с соответствующим изменением свойств конечного продукта. Следовательно, технологии производства продукции более однородны, чем технологии оказания услуг.
3. Характер и содержание трудового процесса. Из-за спонтанного потребления услуг и значительной изменчивости технологий, сфера обслуживания требует более разнообразного содержания труда, в то время как производство, за немногими исключениями, может быть более интенсивным и механизированным.
4. Степень однородности конечного продукта. Процесс производства тяготеет к однородности и эффективности применяемых технологий, что гарантирует соответствие произведенного продукта необходимому для потребителя качеству. Деятельность по оказанию услуг является менее определенной, ее конечный продукт (удовлетворенность клиента) более изменчив.
5. Мера производительности. Измерить производительность труда на производстве можно более точно из-за однородности выпускаемых изделий. В сфере услуг неоднородность потребительского спроса и содержания труда делают процедуру измерения производительности значительно более сложной, а сам результат — менее достоверным.
6. Гарантии качества. В сфере услуг гарантировать качество конечного результата значительно труднее, чем при производстве товаров, так как оказание услуг и их потребление клиентом происходят одновременно. Кроме того, высокая изменчивость технологии оказания услуг создает дополнительную угрозу снижения качества обслуживания, если за этим качеством не следить строго и постоянно. Обеспечение должного уровня качества в момент создания продукта или оказания услуг обычно более важно для обслуживания, чем для производства, где ошибки можно исправить прежде, чем заказчик получит продукцию.
Большинство организаций, с операционной точки зрения, занимаются и производством продукции, и оказанием услуг, включая предпродажный и послепродажный сервис. Кроме того, если принимать во внимание не только внешних, но и внутренних клиентов, в каждой организации управляющая и обслуживающая подсистемы оказывают услуги сотрудникам подразделений перерабатывающей подсистемы операционной системы.
Исторически операционный менеджмент развивался сугубо в производственной сфере. Только в середине 70-х гг. ХХ века было выявлено, что:
1) законы, закономерности и характеристики операционных систем промышленного производства могут быть использованы в сфере услуг;
2) каждый процесс включает в себя зоны производства (с отсутствием или игнорированием клиента в процессе) и зоны услуг (где присутствие клиента учитывается при реализации процессов).
БАЛАНС ПРОИЗВОДСТВА И УСЛУГ.
Любой этап деятельности организации включает элементы производства и оказания услуг. Сферу производства и сферу услуг в операционном менеджменте невозможно рассматривать отдельно. Одновременно достичь и максимальной удовлетворенности клиентов, и высокой эффективности деятельности маловероятно. Требуется определить оптимальное соотношение между ними. Отдаление внешних или внутренних клиентов от процесса оказания услуг и расширение в связи с этим производственной части данного процесса приведет к повышению эффективности работы, но вместе с тем упадет удовлетворенность персонала и клиентов. При оказании большего внимания всем категориям клиентов снизится эффективность деятельности. Выбор оптимального баланса между производством и услугами в рамках отдельных бизнес-процессов и в деятельности организации в целом — задача, решаемая в рамках операционной стратегии компании.
На сегодняшний день имеется три альтернативных варианта действий при уравновешивании сфер производства и услуг:
• максимально отдалить покупателя от процесса оказания услуг и обеспечить эффективное выполнение расширившейся производственной части процесса;
• использовать клиента как рабочую силу, если исключить присутствие клиента в процессе невозможно;
• обеспечить гибкое реагирование персонала на поведение, потребности и удовлетворенность клиента.
Реализация этих подходов приводит к возможности разделения операционных систем, включающих в себя как производственные процессы, так и процессы, связанные с оказанием услуг, на три типа:
1) ОПЕРАЦИОННАЯ СИСТЕМА ТИПА «ОФИС-МАСТЕРСКАЯ»;
2) ОПЕРАЦИОННАЯ
СИСТЕМА ТИПА «САМООБСЛУЖИВАНИЕ»;
3) ГИБКИЕ СИСТЕМЫ
ОБСЛУЖИВАНИЯ.
В ЧЕМ ЗАКЛЮЧАЮТСЯ ОСОБЕННОСТИ ОПЕРАЦИОННОЙ СИСТЕМЫ «ОФИС-МАСТЕРСКАЯ»?
Операционная система типа «Офис-мастерская»
использует подход, ориентированный на максимальное отдаление клиента от
процесса оказания услуг. Минимально допустимый контакт с клиентом
осуществляется в зоне офиса. Вся прочая деятельность исключает контакт с
клиентом и ведется в зоне, которую можно определить как мастерскую. В
мастерской могут быть использованы все традиционные приемы организации
производства (например, массового типа). Данная система обеспечивает высокую
эффективность производственных бизнес-процессов. Однако при этом возникают и
существенные риски, связанные со снижением удовлетворенности клиента и потерей
коммуникационных навыков персоналом.
В ЧЕМ ЗАКЛЮЧАЮТСЯ ОСОБЕННОСТИ ОПЕРАЦИОННОЙ СИСТЕМЫ ТИПА «САМООБСЛУЖИВАНИЕ»?
Операционная система типа «Самообслуживание» использует клиента как рабочую силу. В данном случае появляется возможность обеспечить полное соответствие «производственной мощности» клиента имеющемуся у него спросу на продукцию или услуги. Система самообслуживания не исключает деления производственных площадей на офис и мастерскую, хотя общая тенденция состоит в том, чтобы клиент полностью вовлекался в работу. Такая трансформация произошла, например, в торговых залах супермаркетов, где клиент не только отбирает, упаковывает, взвешивает, маркирует, грузит и перевозит товар, но и сканирует штрих-коды товаров оплачивает товары со своего счета.
Недостатки операционной системы САМООБСЛУЖИВАНИЯ заключаются в практическом отсутствии помощи при выполнении клиентами необходимых функций, в риске появления неудовлетворенности клиента и отказа от участия в системе. Во избежание этих рисков многие системы самообслуживания предполагают наличие в залах сотрудников, готовых дать необходимую консультацию (например, в банковском секторе).
В ЧЕМ ЗАКЛЮЧАЮТСЯ ОСОБЕННОСТИ ГИБКИХ СИСТЕМ ООБСЛУЖИВАНИЯ?
Гибкие системы обслуживания широко используют наем сотрудников на неполный рабочий день. Возможность его применения обусловлена наличием развитого рынка персонала. Гибкие системы обслуживания позволяют компаниям варьировать объем своих производственных мощностей в зависимости от объема спроса в соответствии со стратегией следования производства за спросом. Основные недостатки этой системы связаны с проблемами, возникающими при управлении человеческими ресурсами. Среди таких недостатков:
• снижение лояльности персонала по отношению к организации;
• рост текучести кадров;
• низкая эффективность вложений в обучение персонала;
• высокая вероятность формирования неопытного и незаинтересованного в результатах труда коллектива;
• снижение качества оказания услуг и выполнения производственных процессов.
Гибкие системы обслуживания вполне могут сочетаться с операционными системами типа «офис-мастерская».
КАКИЕ ТИПЫ ОПЕРАЦИОННЫХ СИСТЕМ МОЖНО ВЫДЕЛИТЬ?
Тип операционной системы — это категория, выделяемая по признакам широты номенклатуры, степени ее стандартизации и регулярности, стабильности, а также объема выпуска изделий. Значение этого понятия определяется тем, что оно обращает внимание на закономерность связи названных признаков. По классификации Джоан Вудворд (1916–1971) существуют ТРИ ОСНОВНЫХ ТИПА ОПЕРАЦИОННЫХ СИСТЕМ ДИСКРЕТНОГО ПРОИЗВОДСТВА (см. рисунок 1).
1. ЕДИНИЧНЫЙ ТИП: операционная система ориентирована на выпуск малых партий или отдельных экземпляров продукции или услуг широкого ассортимента. Для систем данного типа характерен длительный цикл производства продукции или оказания услуг, который обусловливает их высокую себестоимость. Наиболее существенное преимущество операционной системы единичного типа для современного бизнеса — высокая гибкость, способность быстро реагировать на изменение предпочтений заказчика или клиента. Для обеспечения такого качества функционирования операционная система должна обладать избыточной мощностью, что также сказывается на высокой себестоимости производимой продукции или услуг.
2. СЕРИЙНЫЙ ТИП: продукция (или услуги) изготовляются периодически повторяющимися партиями. Спектр ассортимента производимой продукции или оказываемых услуг сужен по сравнению с единичным производством. Операционные системы серийного типа по своим характеристикам являются компромиссным решением между единичным и массовым типами. Выделяют мелкосерийный, среднесерийный и крупносерийный подтипы серийного типа операционных систем.
3. МАССОВЫЙ ТИП: операционная система производит большие объемы относительно стандартизованной продукции или услуг. Экономические последствия специализации на узком спектре выходного результата — низкая себестоимость производства продукции (оказания услуг), предопределенная оптимальной продолжительностью циклов производства или оказания услуг. Это главное преимущество таких систем. В то же время, массовые операционные системы лишены гибкости, возможности быстро реагировать на изменения внешней среды.
Особо выделяется тип непрерывного производства, характеризующийся наличием непрерывных технологических процессов, свойственных химической промышленности, металлургии, энергетике (рисунок 1).
|
ОПЕРАЦИОННЫЕ СИСТЕМЫ |
ДИСКРЕТНЫЕ ПРОИЗВОДСТВА |
Единичные операционные системы |
Экспериментальное производство |
|
Опытное производство |
|||
|
Единичное производство |
|||
|
Серийные операционные системы |
Мелкосерийное производство |
||
|
Среднесерийное производство |
|||
|
Крупносерийное производство |
|||
|
Массовые операционные системы |
Массовое производство |
||
|
Поточное производство |
|||
|
НЕПРЕРЫВНЫЕ ПРОИЗВОДСТВА |
|
|

Рисунок 1. Классификация операционных систем по Дж. Вудворд.
В целом по типам производства можно указать закономерную связь между объемом выпуска и широтой номенклатуры производимой продукции или оказываемых услуг. Необходимая современному бизнесу гибкость в реакции на изменения рынка ориентирует на единичный тип производства. Его главным недостатком является высокая себестоимость производства. В то же время низкая себестоимость выпуска продукции или оказания услуг массового типа, свойственная работе с большими объемами продукции и услуг, напротив, лишает гибкости данный тип операционной системы. Золотая середина — серийный тип производства — не всегда может удовлетворять стратегическим интересам организации.
Классификация организационных систем по Дж. Вудворд интересна тем, что она вскрывает объективную невозможность единовременного получения преимуществ, связанных как с длительностью цикла производства продукции или оказания услуг и их себестоимостью, так и со способностью операционной системы эффективно и быстро перестраиваться на производство нового продукта или оказание новых услуг. Между тем именно объединение конкурентных преимуществ по времени, затратам и качеству работы является неоспоримым фактором успешности организации. Решение этой задачи становится возможным только при применении стандарта JIT (ТВС, «точно в срок»).
В КАКИХ СЛУЧАЯХ
ИСПОЛЬЗУЮТСЯ ЕДИНИЧНЫЙ, СЕРИЙНЫЙ И МАССОВЫЙ ТИПЫ ОПЕРАЦИОННЫХ СИСТЕМ?
Единичный, серийный и массовый типы операционных систем используются в случае, если процессы по главной операционной функции являются дискретными. В иной ситуации выделяют системы с непрерывным процессом (см. рисунок 1), в рамках которых производятся значительные объемы однородного (неделимого) продукта. Поток предмета труда такого процесса также непрерывен. Это, например, жидкости, газы, взвеси. Непрерывные процессы обычно характеризуются высоким уровнем автоматизации.
Дополнительно к классификации Дж. Вудворд выделяют ПРОЕКТНЫЕ ОПЕРАЦИОННЫЕ СИСТЕМЫ. Управление такими операционными системами рассматривается специальным видом менеджмента «Управление проектами».

ФОРМЫ СПЕЦИАЛИЗАЦИИ И ОРГАНИЗАЦИИ ДЕЯТЕЛЬНОСТИ.
Каждому из дискретных типов операционных систем (см. рисунок 1) свойственны определенные формы специализации подразделений, участвующих в реализации главной операционной функции:
1) ПРЕДМЕТНАЯ ФОРМА СПЕЦИАЛИЗАЦИИ имеется в тех подразделениях, в которых изготавливаются одна или несколько однородных групп продукции (то же и при оказании услуг). Такая форма специализации типична для операционных систем массового типа;
2) ТЕХНОЛОГИЧЕСКАЯ ФОРМА СПЕЦИАЛИЗАЦИИ реализуется в подразделениях, ориентированных на выполнение однородных технологических процессов (услуг). В операционных системах единичного типа такая специализация гарантирует готовность системы в целом принять в работу заказы на разнообразную продукцию или услуги.
В операционных системах серийного типа могут быть использованы как предметная, так и технологическая формы специализации деятельности.
В практике работы отечественных предприятий выделяется ФУНКЦИОНАЛЬНАЯ СПЕЦИАЛИЗАЦИЯ ПОДРАЗДЕЛЕНИЙ. Так принято называть подразделения, относящиеся к обеспечивающей подсистеме операционной системы.
Тип операционной системы, соответствующие ей формы специализации структурных подразделений, а также способ установки оборудования или размещения рабочих мест определяют форму организации деятельности.
КАКИЕ ФОРМЫ ОРГАНИЗАЦИИ ДЕЯТЕЛЬНОСТИ ВЫДЕЛЯЮТ?
Организация деятельности позволяет увязать характеристики времени и пространства, обеспечить возможность реализации запланированного процесса. Выделяют ПОТОЧНУЮ и НЕПОТОЧНУЮ формы организации деятельности. Важно обратить внимание на то, что в их определениях содержатся акценты как на время, так и на пространство.
ЧТО ТАКОЕ ПОТОЧНАЯ ФОРМА
ОРГАНИЗАЦИИ ДЕЯТЕЛЬНОСТИ?
ПОТОЧНАЯ ФОРМА ОРГАНИЗАЦИИ — это организация деятельности, в которой преимущественно прямоточное движение предметов труда или клиентов в пространстве сочетается с их точно регламентированным движением во времени.
ЧТО ТАКОЕ НЕПОТОЧНАЯ ФОРМА
ОРГАНИЗАЦИИ ДЕЯТЕЛЬНОСТИ?
НЕПОТОЧНАЯ ФОРМА ОРГАНИЗАЦИИ — это организация деятельности, в которой преимущественно неупорядоченное движение предметов труда или клиентов в пространстве сочетается с прогнозируемым движением во времени.
ПОТОЧНАЯ ФОРМА ОРГАНИЗАЦИИ использует прямоточность как характеристику пространственного движения предметов труда или клиентов в процессе производства продукции или оказания услуг, а также регламентированность как характеристику этого движения во времени.
НЕПОТОЧНАЯ ФОРМА связана с неупорядоченным (в пространстве) движением предметов труда или клиентов. Как следствие, во времени это движение определяется как прогнозируемое, то есть не точно определенное. Неупорядоченность движения предметов труда или клиентов не является хаотическим (неорганизованным).
РАЗДЕЛ 2. ВИДЫ ДВИЖЕНИЯ РЕСУРСОВ ВО ВРЕМЕНИ И
ПРОСТРАНСТВЕ.
ВИДЫ ДВИЖЕНИЯ ПРЕДМЕТОВ ТРУДА И КЛИЕНТОВ В ПРОСТРАНСТВЕ.
Важным вопросом организации деятельности в пространстве является планировка структурных подразделений операционной системы, которая зависит от типа операционной системы.
Рациональная планировка любого подразделения должна удовлетворять следующим основным требованиям:
• наиболее полное использование имеющихся площадей;
• обеспечение возможности расширения площадей без существенных нарушений текущей деятельности;
• соблюдение принципа прямоточности;
• минимизация расстояния перемещения ресурсов, продуктов, персонала и клиентов;
• удобство для клиентов во время обслуживания.
КАКИЕ ОСНОВНЫЕ СПОСОБЫ
РАСПОЛОЖЕНИЯ РАБОЧИХ МЕСТ СУЩЕСТВУЮТ?
Существуют три основных способа расположения рабочих мест и (или) процессов в пространстве, или три типа планировки:
1) функциональная планировка (размещение процесса);
2) линейная (или поточная) планировка (размещение продукта или клиента);
3) фиксированная позиционная планировка.
При функциональной планировке рабочие места и оборудование размещаются по отдельным подразделениям в зависимости от выполняемых видов работ (или процессов). Это соответствует технологической специализации подразделений. В пространстве размещается планируемый к выполнению процесс, а не продукт (изделие) (рисунок 3).

Рисунок 3. Функциональная планировка (размещение процесса).
Функциональная планировка используется в единичном и мелкосерийном производстве. Особое внимание при такой планировке уделяется минимизации продолжительности операций транспортировки (передвижений клиента).
Преимущества функциональной планировки связаны с преимуществами единичного типа операционных систем и заключаются в следующем:
• высокая гибкость операционной системы;
• низкая чувствительность к сбоям оборудования;
• возможность использования универсального оборудования, которое, как правило, проще и дешевле в эксплуатации по сравнению со специализированным, используемым в поточной планировке.
Основными недостатками функциональной планировки являются:
• сложное оперативно-календарное планирование;
• затрудненный контроль движения предметов труда;
• существенные затраты на перемещение изделий с операции на операцию;
• риск скопления существенных запасов незавершенного производства.
При линейной (поточной) планировке рабочие места и оборудование размещаются в последовательности, соответствующей технологическому процессу производства продукции или оказания услуг. Это соответствует предметной специализации подразделений (см. рисунок 4).

Рисунок 4. Линейная (поточная) планировка.
Линейная планировка используется для крупносерийного, массового или непрерывного типов операционных систем. Основной акцент здесь делается на минимизации расстояний перемещения предметов труда или клиентов по операциям.
Преимуществами размещения оборудования по предметному принципу являются:
• возможность достижения высокого уровня производительности операционной системы;
• возможность сокращения времени и денежных затрат на обучение работников (при условии узкой специализации);
• низкая удельная себестоимость перемещения предметов труда (клиентов);
• возможность сокращения уровня запасов незавершенного производства;
• упрощение контроля хода выполнения операций;
• низкая себестоимость единицы продукции за счет экономии на масштабах производства.
Основные недостатки линейной (поточной) планировки заключаются в следующем:
• низкая гибкость операционной системы;
• высокая чувствительность операционной системы к сбоям различного характера;
• риск низкой загрузки производственных мощностей.
При фиксированной позиционной планировке продукт или обслуживаемый клиент неподвижны, к месту работы по мере необходимости подаются различные производственные ресурсы (см. рисунок 5). Этот тип планировки применяется в тех случаях, когда перемещение изделия или клиента невозможно из-за большого веса, габаритов, (например, строительство моста, сборка самолета), нежелательно (например, уход за тяжелобольным) или невозможно по природе объекта (например, сельскохозяйственное угодье, месторождение полезных ископаемых). Такого типа планировки часто носят временный характер, и их сохраняют лишь до окончания работы над проектом.
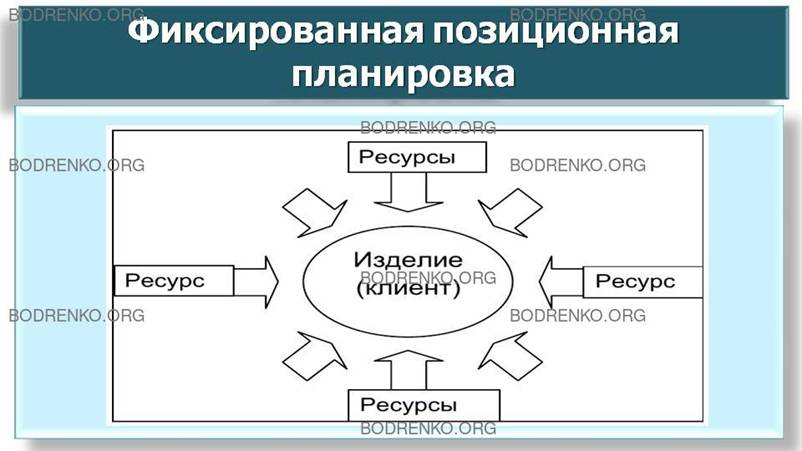
Рисунок 5. Фиксированная позиционная планировка.
Для фиксированной планировки основной проблемой является необходимость расположения ресурсов операционной системы таким образом, чтобы они не мешали друг другу во время работы.
Все три схемы планировки могут использоваться одним предприятием на разных организационных уровнях.
ВИДЫ ДВИЖЕНИЯ ПРЕДМЕТОВ ТРУДА
И КЛИЕНТОВ ВО ВРЕМЕНИ.
Среди всего разнообразия возможностей движения предметов труда или клиентов во времени в операционном менеджменте выделено три варианта этого движения, которые отражают основные закономерности организации процессов во времени:
1) ПОСЛЕДОВАТЕЛЬНЫЙ;
2) ПАРАЛЛЕЛЬНЫЙ;
3) ПОСЛЕДОВАТЕЛЬНО-ПАРАЛЛЕЛЬНЫЙ.
ПОСЛЕДОВАТЕЛЬНЫЙ ВИД ДВИЖЕНИЯ предполагает, что каждая последующая операция начинается только после окончания изготовления всей партии предметов труда на предыдущей стадии. Каждая отдельная единица продукции не может быть передана на следующую операцию, пока не будет закончено выполнение данной операции над всеми единицами партии. Время движения предметов труда по всем операциям процесса (длительность цикла процесса) определяется следующим образом:
 ,
,
где n — количество предметов труда в партии; j — номер операции; tj — длительность j-й операции.
При последовательном виде движения на каждой операции могут наблюдаться простои оборудования и пролеживание предметов труда (или простой клиентов в очереди). Пример построения графика движения партии предметов при данном виде движения представлен на рисунке 6.
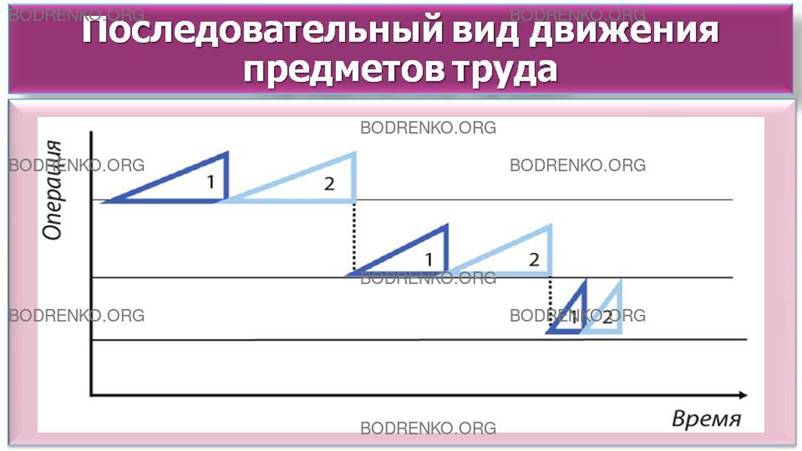
Рисунок 6. Последовательный вид движения предметов труда.
ПАРАЛЛЕЛЬНЫЙ ВИД ДВИЖЕНИЯ характеризуется тем, что с операции на операцию предметы труда поступают передаточными (транспортными) партиями (см. рисунок 7). По каждой передаточной партии работа на всех операциях технологического процесса ведется без перерывов. Время движения предметов труда по всем операциям процесса (длительность цикла процесса) определяется по следующей формуле:
где np — размер передаточной партии; j — номер операции; tj — длительность j-й операции; n — количество предметов труда в партии; tg — длительность главной (самой продолжительной) операции.
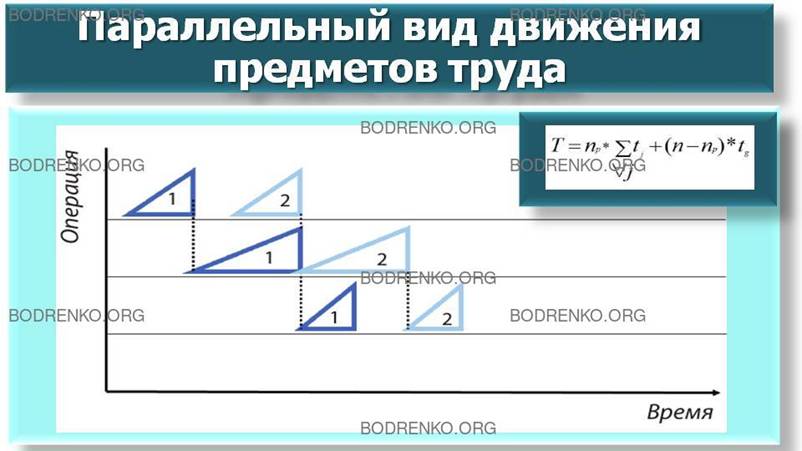
Рисунок 7. Параллельный вид движения предметов труда.
При параллельном виде движения предметов труда полностью исключается пролеживание передаточной партии в ожидании обработки на следующей операции (так же, как и простой клиента в очереди). Это приводит к тому, что длительность производственного цикла обработки всей партии при параллельном движении существенно сокращается. В то же время появляются простои оборудования на рабочих местах между обработками передаточных партий (рваные простои). Это нежелательное явление, которое может привести к срыву графика работ или к поломке оборудования.
Построение графика параллельного движения предметов труда включает несколько шагов.
1. Строится график обработки первой передаточной партии по всем операциям.
2. По операции с максимальной длительностью (главной операции) строится график обработки всех передаточных партий без перерывов.
3. Для всех передаточных партий, кроме первой, и по всем операциям, кроме главной, достраиваются графики движения без пролеживания между операциями.
Для процесса, в котором длительности всех операций равны друг другу, работа на всех операциях будет вестись без перерывов. Такое движение предметов труда по операциям называется поточным.
ПАPАЛЛЕЛЬНО-ПОСЛЕДОВАТЕЛЬНЫЙ ВИД ДВИЖЕНИЯ объединяет в себе преимущества последовательного и параллельного видов движения. При последовательном виде движения не было рваных простоев, но имело место пролеживание предметов труда на каждой операции. Параллельный вид движения исключил пролеживание передаточных партий, но привел к рваным простоям. Для параллельно-последовательного вида движения характерно отсутствие рваных простоев (передаточная партия обрабатывается без перерывов), а пролеживания каждой передаточной партии минимизированы (см. рисунок 8).
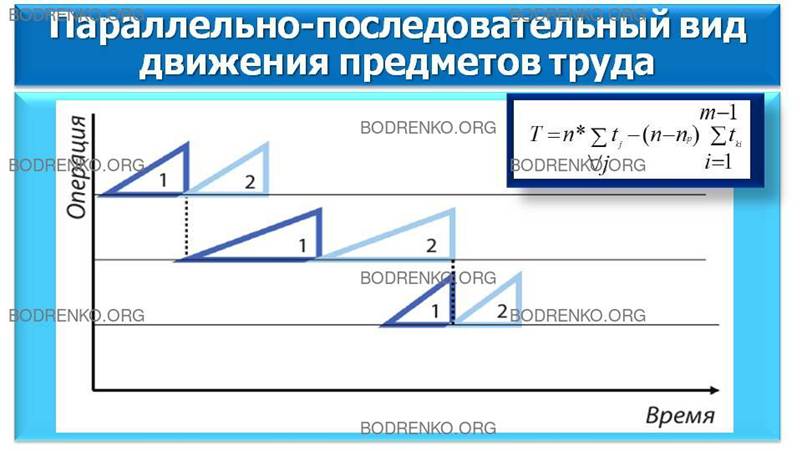
Рисунок 8. Параллельно-последовательный вид движения предметов труда.
Длительность технологического процесса при параллельно-последовательном виде движения определяется по следующей формуле:
где n — количество предметов труда в партии; j — номер операции; tj — длительность j-й операции; n p — размер передаточной партии; i — индекс пары связанных рабочих мест; m — количество операций в процессе; tk — длительность короткой операции.
Начинается построение графика параллельно-последовательного движения с отображения обработки всех передаточных партий на первой операции. Далее возможны два варианта построения:
1) длительность операции j меньше длительности последующей операции (j+1);
2) длительность операции j больше длительности последующей операции (j+1).
1) В первом варианте максимальное запараллеливание операций достигается при передаче первой транспортной партии на последующую операцию (j+1) сразу же после окончания ее обработки на предыдущей производственной стадии j. Все последующие передаточные партии будут пролеживать между этими операциями, ожидая освобождения рабочего места на последующей операции. При этом обеспечивается непрерывная загрузка всех рабочих мест.
2) Во втором варианте для обеспечения непрерывной работы на последующей операции (j+1) построение графика следует начинать с последней транспортной партии j-й операции, определяя возможное время начала работы над ней на последующей операции (j+1). Чтобы обеспечить непрерывную загрузку рабочих мест последующей операции (j+1) к этому моменту времени следует закончить работу над всеми остальными передаточными партиями, осуществляя ее без каких-либо перерывов.
Каждый из видов движения предметов труда имеет свои преимущества и недостатки, и, соответственно, свою область применения (см. таблица 1).
Таблица 1. Преимущества, недостатки и область применения видов движения предметов труда во времени.
|
Виды движения партии предметов труда |
||
|
Последовательный |
Параллельный |
Параллельно-последовательный |
|
ДОСТОИНСТВА |
||
|
Отсутствие перерывов в загрузке рабочих мест. Отсутствие перерывов ожидания. Простота управления и транспортировки. |
Минимальная длительность технологического цикла. Отсутствие перерывов, связанных с ожиданием начала обработки на последующей операции. |
Отсутствие перерывов в загрузке рабочих мест. Возможность дополнительной загрузки рабочих мест за счет концентрации перерывов. |
|
НЕДОСТАТКИ |
||
|
Максимальная длительность технологического цикла. Большой объем незавершенного производства. Значительная величина перерывов партионности. |
Перерывы в загрузке рабочих мест. Необходимость выполнения условий синхронизации операций. |
Наличие перерывов, связанных с ожиданием начала обработки на последующей операции. Наличие межоперационных оборотных заделов (запасов). Необходимость тщательного планирования технологического процесса. |
|
ТИП ОПЕРАЦИОННОЙ СИСТЕМЫ |
||
|
• Единичный • Мелкосерийный |
• Массовый • Крупносерийный |
• Массовый • Крупносерийный |


ПОСЛЕДОВАТЕЛЬНЫЙ ВИД ДВИЖЕНИЯ характеризуется максимальной продолжительностью технологического цикла, в связи с чем возникает наибольшее связывание затрат в незавершенном производстве. Вместе с тем при последовательном виде движения проще организовать планирование и оперативный учет выполнения отдельных операций. Он обеспечивает удобство межоперационной транспортировки. При этом виде движения легче создать условия для сохранности предметов по пути их движения к рабочим местам. Последовательный вид движения широко применяется там, где предметы труда и процессы их обработки в основном не повторяются, где предметы труда движутся по сложным маршрутам в процессе обработки (что характерно для технологической специализации). Подобные признаки свойственны единичному и мелкосерийному производству.
ПАРАЛЛЕЛЬНЫЙ ВИД ДВИЖЕНИЯ предметов труда обеспечивает минимальную продолжительность технологического цикла, но может приводить к частым перерывам в функционировании отдельных рабочих мест. Эффективность параллельного вида движения определяется степенью синхронности всех операций. При высокой синхронности технологического процесса параллельный вид движения становится поточным, при котором отсутствуют перерывы, как в движении предметов труда, так и в работе оборудования. В связи с этим параллельный вид движения применяется, как правило, там, где возможно использование поточных методов организации процессов (например, в массовом и крупносерийном производстве).
ПАРАЛЛЕЛЬНО-ПОСЛЕДОВАТЕЛЬНЫЙ ВИД ДВИЖЕНИЯ существенно влияет на уменьшение длительности цикла за счет сокращения перерывов при партионной обработке. При этом отсутствуют перерывы в загрузке оборудования, однако возникают задержки в движении предметов труда с предыдущей на последующую операцию, связанные с необходимостью ожидания начала обработки на последующей операции. Такое пролеживание предметов между операциями ведет к накоплению межоперационных оборотных заделов (запасов). На рисунках 6, 7, 8 перерывы, обусловленные необходимостью ожидания начала обработки, обозначены пунктирными линиями.
При параллельно-последовательном виде движения более сложным становится учет обрабатываемых предметов и контроль их движения. Поэтому его удобнее применять там, где предметы совершают короткие движения между смежными (соседними) рабочими местами, и где маршруты их движения характеризуются постоянством или регулярной повторяемостью. В большинстве случаев, параллельно-последовательный вид движения применяется для больших партий предметов с существенной продолжительностью операционных циклов (в массовом и крупносерийном производстве).

РАЗДЕЛ 3. МЕНЕДЖМЕНТ ЦЕПОЧКИ ЦЕННОСТИ.
В ЧЕМ СУЩНОСТЬ КОНЦЕПЦИИ
МЕНЕДЖМЕНТА ЦЕПОЧКИ ЦЕННОСТИ?
Концепция менеджмента цепочки
ценности исходит из того, что единственный, кто определяет направление
деятельности организации и ее менеджмента – потребители. Потребители хотят
получить от каждого товара (материального продукта) или услуги, которые они
приобретают, ценность, и не покупают то, что не имеет для них ценности.
ЧТО ОЗНАЧАЕТ ТЕРМИН «ЦЕННОСТЬ»?
ЦЕННОСТЬ
– это эксплуатационные
качества, свойства и черты, а также любые другие аспекты товаров и услуг, за
которые потребители готовы платить. Для конечного потребителя ценность
представляет то, в чем нуждается человек в процессе своей жизни.
Например, ценностями могут быть:
одежда, обувь, продукты питания, средства передвижения, консультации,
произведения искусства, образование, развлечения, финансовые и социальные
услуги, книги и т.п. Для
организаций-потребителей ценность представляют ресурсы и услуги, которые
необходимы для производства ими своей продукции.
Ценность предоставляется
посредством преобразования ресурсов в продукт, которые желает получить
потребитель, в том месте, в то время, и тем способом, который ему нравится. Она
может создаваться разными участниками процесса: поставщиками, производителями,
и даже потребителями.
ЧТО ТАКОЕ «МЕНЕДЖМЕНТ ЦЕПОЧКИ
ЦЕННОСТИ»?
МЕНЕДЖМЕНТ
ЦЕПОЧКИ ЦЕННОСТИ
– это процесс управления общей последовательностью интегрированных видов
деятельности и информации о потоках продукции во всей цепочке ценности. Он
ориентирован на создание максимальной ценности продукта для потребителей и
результативность его продаж для организации.
ЧТО ОЗНАЧАЕТ ТЕРМИН «ЦЕПОЧКА
ЦЕННОСТИ»?
ЦЕПОЧКА
ЦЕННОСТИ
– представляет собой весь набор видов деятельности участников процесса
производства, которые на каждом этапе добавляют продукту ценность, с момента
поставки сырья, на этапах производства, доставки потребителю и сервисном
обслуживании.
В ЧЕМ ЗАКЛЮЧАЕТСЯ ЦЕЛЬ
МЕНЕДЖМЕНТА ЦЕПОЧКИ ЦЕННОСТИ?
ЦЕЛЬ МЕНЕДЖМЕНТА ЦЕПОЧКИ ЦЕННОСТИ состоит в том, чтобы обеспечить
органичную интеграцию всех участников процесса, которая позволит удовлетворять
запросы потребителей.
Достаточно условно менеджмент
цепочки ценности разделяют на
-МЕНЕДЖМЕНТ ПОСТАВОК,
-ПРОИЗВОДСТВЕННЫЙ МЕНЕДЖМЕНТ и
-МЕНЕДЖМЕНТ ПРОДАЖ.
Для
исследования ПРОИЗВОДСТВЕННОГО ПРОЦЕССА используют КАРТУ ПОТОКА СОЗДАНИЯ
ЦЕННОСТИ, которая представляет собой схему, отражающую цепочку создания
продукта, движения материалов и информации в процессе производства товара или
услуги, и показывающую взаимосвязь материального и информационного потоков, от
закупки ресурсов до потребителя конечной продукции.
КАРТА
ПОТОКА СОЗДАНИЯ ЦЕННОСТИ помогает обнаружить потери (нецелесообразные затраты),
возникающие в процессе создания потребительской стоимости, и определить их
источники.
Каждая
операция или процесс потока анализируется. Для определения создания ценности
выполняемой операцией Джордж Майкл Л. рекомендует ответить на следующие
вопросы:
1) ДЛЯ ВЫЯВЛЕНИЯ ОПЕРАЦИЙ, ДОБАВЛЯЮЩИХ
ЦЕННОСТЬ ДЛЯ КЛИЕНТА:
·
Добавляется ли товару или услуге новое свойство в
результате выполнения данной операции?
·
Позволяет ли данная операция получить конкурентное
преимущество (более низкую цену, более быструю поставку, меньше дефектов и
т.п.)?
·
Захочет ли клиент заплатить больше или предпочтет
нас конкурентам, если узнает, что мы выполняем данную операцию?
2) ДЛЯ ВЫЯВЛЕНИЯ ОПЕРАЦИЙ, ИМЕЮЩИХ ЦЕННОСТЬ ДЛЯ
БИЗНЕСА, НО НЕ ДОБАВЛЯЮЩИХ ЦЕННОСТЬ ДЛЯ КЛИЕНТА:
·
Нужно ли выполнение данной операции по закону или
иному нормативному акту?
·
Нужна ли данная операция с точки зрения требований
финансовой отчетности?
·
Снижает ли данная операция финансовый риск?
·
Если данную операцию исключить, можно ли будет
выполнить процесс?
3) ДЛЯ ВЫЯВЛЕНИЯ ОПЕРАЦИЙ, НЕ ДОБАВЛЯЮЩИХ
ЦЕННОСТИ:
·
Включает ли выполняемая работа следующие операции:
подсчет и обработку данных, инспектирование, транспортировку, перемещение,
задержку, хранение, переделки любого брака, получение согласующих подписей?
·
После исключения выявленных операций, не создающих
ценности, взгляните на цепочку поставок в целом и оцените: Сколько
организаций-партнеров вам потребуется, чтобы осуществлять поставки в
запланированном объеме? Позволят ли полученное ускорение исполнения заказа и
более низкие затраты загрузить существующие мощности? От скольких
распределительных центров можно будет отказаться, ускорив время исполнения
заказа?
В первую
очередь меры по совершенствованию применяют к операциям, не добавляющим
ценности. Затем занимаются операциями, нужными только для бизнеса, но не
представляющими ценности для клиента. В последнюю очередь приступают к
оптимизации процессов, которые отвечают за создание добавленной стоимости
(ценности) для клиента.
Если
организация вынуждена выполнять операции, не создающие ценность для клиента, и
не может от них отказаться, нужно уменьшить связанные с ними затраты до
минимума.
Факторы, оказывающие влияние на
эффективность менеджмента цепочки ценности представлены на рисунке 9.
|
Стратегия цепочки ценности |
|
|
Организационная культура и отношения |
Координация и сотрудничество |
|
Руководство |
Инвестиции и технологии |
|
Сотрудники |
Организационные процессы |
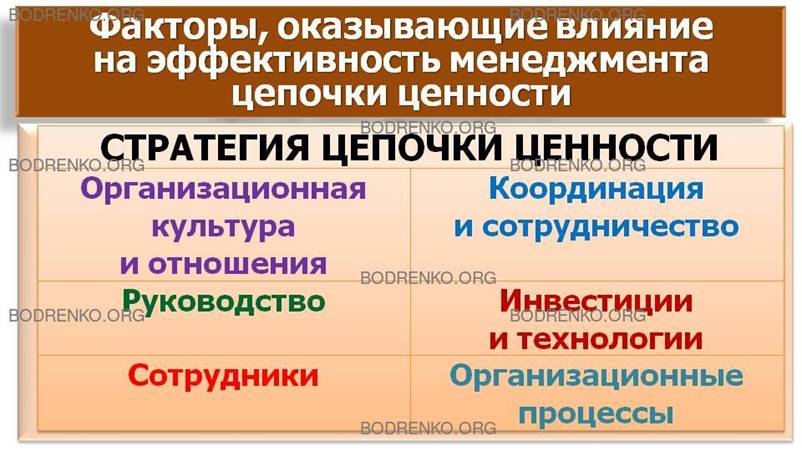
Рисунок 9. Факторы, оказывающие
влияние на эффективность менеджмента цепочки ценности.
Важно четко формулировать свои ожидания,
определяя видение будущего и формулируя миссию организации. В них должно быть
отражено стремление к выявлению и использованию любых возможностей для
предоставления потребителям большей ценности. Ожидания роли работников в
цепочке ценности необходимо донести до всех сотрудников, а ожидания организации
до внешних партнеров. Партнеры, не соблюдающие требования цепочки ценности
должны исключаться, а поддерживающие цепочку ценности стимулироваться.
СПИСОК РЕКОМЕНДУЕМОЙ
ЛИТЕРАТУРЫ.
[1] Гэлловэй Л. Операционный менеджмент: принципы и практика. – СПб.: Питер, 2007.
[2] Ильдеменов А.С. Операционный
менеджмент: учебник/под ред. доктора экон. наук, проф.
С. В. Ильдеменова. - М.: МФПУ Синергия, 2012. - 384 с.
[3] Пивоваров С.Э., Максимцев И.А., Рогова И.Н., Хутиева Е.С. Операционный менеджмент для бакалавров: Учебник. - М.; СПб.; Нижний Новгород: Издательство «Питер», 2011. - 540 с.
[4] Стерлигова А.Н., Фель А.В.
Операционный (производственный) менеджмент: Учебное
пособие - М.: НИЦ Инфра-М, 2013. - 187 с.
[5] Ричард Б. Чейз, Ф. Роберт
Джейкобз, Николас Дж. Аквилано. Производственный и
операционный менеджмент: Пер. с англ.: – 10-е изд. – М.: Вильямс, 2007. – 1169 с.